I polimeri sono costituiti da molecole molto grandi formate da numerose unità ripetitive chiamate monomeri, che insieme danno origine a una lunga catena polimerica.
Polymer
Polietilene ad alta densità (HDPE)
La sigla HDPE sta per Polietilene ad Alta Densità, uno dei materiali più diffusi al mondo, utilizzato in vari settori industriali grazie alle sue proprietà uniche.
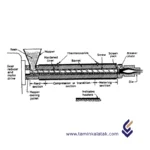
Estrusione
Il processo di estrusione è progettato fondamentalmente per convertire in modo continuo un materiale morbido in una forma specifica. Il cuore di questa macchina di lavorazione è il trasportatore a vite (o coclea). Esso trasporta il materiale plastico freddo (in forma granulare o in polvere) in avanti grazie all’azione della vite, comprimendolo e, con il calore proveniente da riscaldatori esterni e l’attrito del flusso viscoso, lo trasforma in un flusso fuso (fare riferimento alla Figura 1). Durante questo processo, si sviluppa una pressione sul materiale, che raggiunge il massimo livello proprio prima che la plastica fusa entri nella filiera (die). Il pacco filtri (screen pack), costituito da una serie di reti a maglia fine o grossa supportate da una piastra forata (breaker plate) e posizionate tra la vite e la filiera, filtra lo sporco e i grumi di polimero non fusi. La pressione sulla plastica fusa la spinge attraverso un adattatore e nella filiera, che detta la forma dell’estruso finale.
Estrusione a caldo (Hot Extrusion)
L’estrusione a caldo è un processo di lavorazione a caldo, il che significa che viene eseguito al di sopra della temperatura di ricristallizzazione del materiale per evitare l’incrudimento e facilitare la spinta del materiale attraverso la filiera. La maggior parte delle estrusioni a caldo viene effettuata su presse idrauliche orizzontali che vanno da 230 a 11.000 tonnellate metriche. Le pressioni variano da 30 a 700 MPa; pertanto, è necessaria la lubrificazione, che può essere olio o grafite per estrusioni a temperatura più bassa, o polvere di vetro per quelle a temperatura più alta. Il più grande svantaggio di questo processo è il costo dei macchinari e la loro manutenzione.
Estrusione a freddo (Cold Extrusion)
L’estrusione a freddo è un processo di formatura per compressione e spinta con il materiale di partenza (billetta/massello) a temperatura ambiente. Tuttavia, durante il processo, il materiale in deformazione subisce un riscaldamento da deformazione (conversione del lavoro di deformazione in calore) fino a diverse centinaia di gradi. Tipicamente, viene utilizzato un punzone per applicare pressione alla billetta racchiusa, parzialmente o completamente, in una matrice stazionaria.
Vantaggi dell’Estrusione:
-
Conveniente: Economico per la produzione su larga scala con scarti minimi.
-
Versatile: Supporta vari materiali e forme.
-
Personalizzabile: Flessibilità nel design e nell’uso di additivi.
-
Qualità costante: Produzione scalabile con qualità uniforme.
-
Efficienza energetica: Si integra bene con altri processi produttivi.
Svantaggi dell’Estrusione:
-
Limitazioni dei materiali: Non tutti i polimeri sono adatti.
-
Costi di avvio elevati: Le attrezzature e le filiere sono costose.
-
Variabilità dimensionale: Ritiro da raffreddamento e rigonfiamento all’uscita dalla filiera (die swell).
-
Limitazioni di forma: I design complessi sono difficili da realizzare.
-
Problemi di controllo qualità: Difetti superficiali e incongruenze nel materiale.
-
Necessità di post-elaborazione: Richiede taglio, finitura o rivestimento.
-
Preoccupazioni ambientali: Consumo energetico e rifiuti plastici.
Applicazioni dell’Estrusione
1. Edilizia e Costruzioni
-
Tubi e condutture (es. tubi in PVC, sistemi di drenaggio).
-
Profili per finestre e porte (es. telai in uPVC).
-
Materiali isolanti (es. pannelli in schiuma, guarnizioni meteorologiche).
2. Industria dell’Imballaggio
-
Film e fogli di plastica (es. imballaggi alimentari, film termoretraibili).
-
Contenitori e vassoi.
3. Industria Automobilistica
-
Guarnizioni e sigilli.
-
Isolamento di fili e cavi.
-
Finiture interne e guaine protettive.
4. Beni di Consumo
-
Cannucce, corde e tubi da giardino.
-
Profili in plastica per mobili o elettrodomestici.
5. Elettricità ed Elettronica
-
Rivestimenti per fili e cavi.
-
Condotti per cablaggi elettrici.
6. Settore Medico
-
Cateteri, tubi e altri profili di grado medico.
7. Applicazioni Industriali
-
Nastri trasportatori e guide.
-
Rivestimenti protettivi per macchinari.
8. Agricoltura
-
Tubi per irrigazione e film agricoli.
-
Coperture per serre.
L’estrusione di polimeri è versatile, rendendola cruciale nelle industrie che richiedono prodotti in plastica continui e personalizzabili.




Applications
HDPE Extrusion (EN)
| Prodact | Grade | MFI | Density (g/cm3) | Process Metod | Application / Description | Description | Data Sheet | MSDS | Brochure |
|---|---|---|---|---|---|---|---|---|---|
| HDPE PE80 | Ex3 | 0.2–1.0 g/10 min (190°C/2.16 kg) | 0.94–0.96 | Extrusion ,Injection Molding,Blow molding,Rotational molding | Water and gas pipes, chemical storage tanks, fittings, and conduits | ||||
| HDPE PE100 | CRP 100 B | 0.25–0.45 g/10 min (190°C/5 kg) | 0.947–0.960 | Extrusion, injection molding, blow molding | Pipes, fittings, tanks, and industrial uses | ||||
| HDPE PE100 | CRP 100 N | 0.20–0.45 g/10 minutes (190°C/5 kg) | 0.95–0.96 | Extrusion, injection molding, blow molding, rotational molding | Pipes, fittings, chemical tanks, industrial uses | ||||
| Extrusion HDPE | HBM 4265 | 0.25–0.40 g/10 min (190°C/5 kg) | 0.950–0.960 g/cm³ | Extrusion | Pipes, protective liners, conduits, and industrial applications | ||||
| Extrusion HDPE | HBM 4261A | 0.20–0.40 g/10 min (190°C/5 kg) | 0.950–0.958 | Extrusion | Pipes, protective liners, conduits, and industrial systems | HBM 4261A is a high molecular weight, high-density polyethylene with broad molecular weight distribution specially developed for producing automotive fuel tank. This grade, which is produced by 1-hexene co-monomer, offers a very good creep strength, good processability, excellent environmental stress cracking resistance (ESCR) and stiffness. HBM 4261A has been manufactured under Basell license. | |||
| Extrusion HDPE | HBM 5510 | 0.30–0.50 g/10 min (190°C/5 kg) | 0.950–0.960 | Extrusion | Pipes, protective liners, conduits, industrial applications, infrastructure | HBM 5510 is a high density polyethylene, specially developed for large parts blow molding. This grade, which is produced by 1-hexene as a co-monomer, offers high stiffness, good processability, excellent parison melt strength and good ESCR. HBM 5510 has been manufactured under Basell license. | |||
| HDPE PE80 | HEX4460 PE80+ | ~0.3–0.6 g/10 min (at 190°C and 2.16 kg load) | ~0.940–0.950 | Extrusion / Injection Molding (optional) | Water and Gas Pipelines / Sewage and Drainage Systems / Irrigation Systems / Industrial Applications | HEX 4460 PE80+ is a high molecular weight, high-density polyethylene (HDPE) with high melt viscosity for extrusion. This grade, which is produced by 1-hexene co-monomer, is classified as PE 80+ and provides excellent stress crack resistance properties (ESCR) combined with very good long-term hydrostatic strength and good processability. | |||
| Extrusion HDPE | HBM 5520 | ~0.30–0.40 g/10 min (at 190°C and 2.16 kg load) | ~0.950–0.960 | Extrusion /Injection Molding (optional) | Films and Sheets / Pipes and Tubes / Blow Molding / Industrial Parts and Fittings | HBM 5520 is a high density polyethylene with medium molecular weight. This grade which is produced by 1-hexene as a co-monomer, offer excellent combination of toughness, stress cracking resistance, good mechanical properties and good processability. HBM 5520 is recommended for multipurpose blow molding process. HBM 5520 has been manufactured under Basell license. | |||
| Extrusion HDPE | HBM 5020 | ~0.20–0.50 g/10 min (at 190°C and 2.16 kg load) | ~0.950–0.960 | Extrusion / Injection Molding (optional) | Films and Sheets / Pipes and Tubes / HBM 5020 / Industrial Components / Consumer Goods | HBM 5020 is a high density polyethylene with broad molecular weight distribution, specially developed for small blow molded bottles. This grade which is produced by 1-hexene as a co-monomer, offer high stiffness, easy flow, very good ESCR, chemical resistance and sufficient impact strength. HBM 5020 is recommended for multipurpose blow molding process. HBM 5020 has been manufactured under Basell license. | |||
| HDPE PE100 | HMCRP100N (PE100) | ~0.25–0.35 g/10 min (at 190°C and 2.16 kg load) | ~0.945–0.955 | Extrusion / Injection Molding (Fittings) / Blow Molding and Sheet Extrusion | Pressure Pipes / Fittings and Accessories / Underground Piping Systems / High-Pressure Transport Systems | HM-CRP100N (PE100) is a natural pipe grade resin which is manufactured by suspension polymerization of ethylene monomer, HM-CRP100N(PE100) is a bi-modal high density polyethylene with 1-Butene as comonomer. | |||
| HDPE PE100 | PE100 Black | ~0.25–0.35 g/10 min (at 190°C and 2.16 kg load) | ~0.945–0.960 | Pipe Extrusion / Injection Molding / Blow Molding and Sheet Extrusion / | Pressure Pipes / Gas Piping / Fittings and Accessories / Underground Piping Systems / Irrigation Systems | HM-CRP100 Black is a black pipe grade resin (PE100) which is manufactured by suspension polymerization of ethylene monomer. HM-CRP100 Blue is a bi-modal high density polyethylene with 1-Butene as comonomer. | |||
| HDPE PE80 | HM-5010T2N(EX3) | ~0.15–0.25 g/10 min (at 190°C and 2.16 kg load) | ~0.940–0.950 | Extrusion / Injection Molding (in some cases) / Blow Molding | Pressure pipes / Fittings and Components / Underground Piping Systems / Pressure-Rated Systems | HM-5010T2N (EX3) is a pipe grade resin which is manufactured by suspension polymerization of ethylene monomer. HM-5010T2N (EX3) is a bi-modal high density polyethylene with 1-Butene as comonomer. |





